微細加工技術 - ミクロンレベルの高精度樹脂金型・微細加工の近畿精工 滋賀県
微細加工技術
高精度部品加工
微細な形状を加工する為には、小径の工具で高回転が可能な高速マシニングセンターが必要です。弊社では微細加工が得意なマシニングセンターを多数保有しており、今後微細加工品の量産化も視野に入れています。
リニアモーター駆動MC×3台ワイヤー放電(最小線Φ0.02)微細加工用形彫放電加工機の設備を保有!
高精度な微細加工に対応する為には、加工環境の管理が大切です。近畿精工では、工場内の温度だけではなく、加工機械の温度も管理し、ミクロンサイズの加工を可能としています。
24℃±0.5℃の恒温ブース!
機械構造体温度と加工液温度を室温と同調管理し、構造体の温度変化を抑制!

医療・美容業界向けにマイクロニードルマスター型の微細加工を行っています。先端径が蚊の針と比較すると4分の1スケール(0.014mm)となっており、「刺しても痛くない!」とのことから美容などの業界より高いニーズがありました。マイクロニードルを加工する際、工具よりも細いワークを加工することから、ワークへのダメージが非常に大きくなります。その為、近畿精工では、加工パスの軌跡などを独自ノウハウを用いて設定し、最適条件下での加工を実現。独自技術により、300本ものマイクロニードルの高さのバラツキを±0.002mmに抑えることに成功しました。
製品詳細情報
材質:STAVAX
先端R:0.007mm
ニードル高さ:0.75mm
ニードル本数:300本
ニードル高さバラツキ:±0.002mm
基準円直径0.3Φのマイクロギアの製造をしています。
金属製なので耐久性・耐熱性に優れており、超小型モーター等での使用を想定しています。歯数が5枚、モジュールが0.05mmで、加工精度は±0.004mmとなります。最新のワイヤ放電加工機と独自開発の精密治具などを用いて、多重カットで高精度化しています。
また組み付けは、顕微鏡を観ながらハンドリングを行うという非常に難度が高いものになりますが、弊社技術者の経験とノウハウにより、精度の良い組み付けることを可能にしています。
歯車の中心に直径0.1mm程度の軸部を形成でき、遊星歯車としての利用を想定しています。今後、腹腔鏡手術用の器具やマニピュレーター、内視鏡、マイクロポンプ等の医療機器業界へ向けて、マイクロギアの活躍を期待し、量産技術を確立していきます。
製品詳細情報
材質:SUS420J2
基準円直径:0.3Φ
厚み:0.5mm
歯数:6枚
モジュール:0.05mm
精度:±0.004mm

超高精度加工が可能な、油加工液仕様のワイヤー放電加工機による微細溝加工のサンプルです。スタート穴は、形彫放電加工機で加工しています。
■ワイヤ線:Φ0.02/タングステン
■被削材:SKD11(HrC58)
■板厚:1mm
■溝幅:0.035mm
■アスペクト比:「1:28」
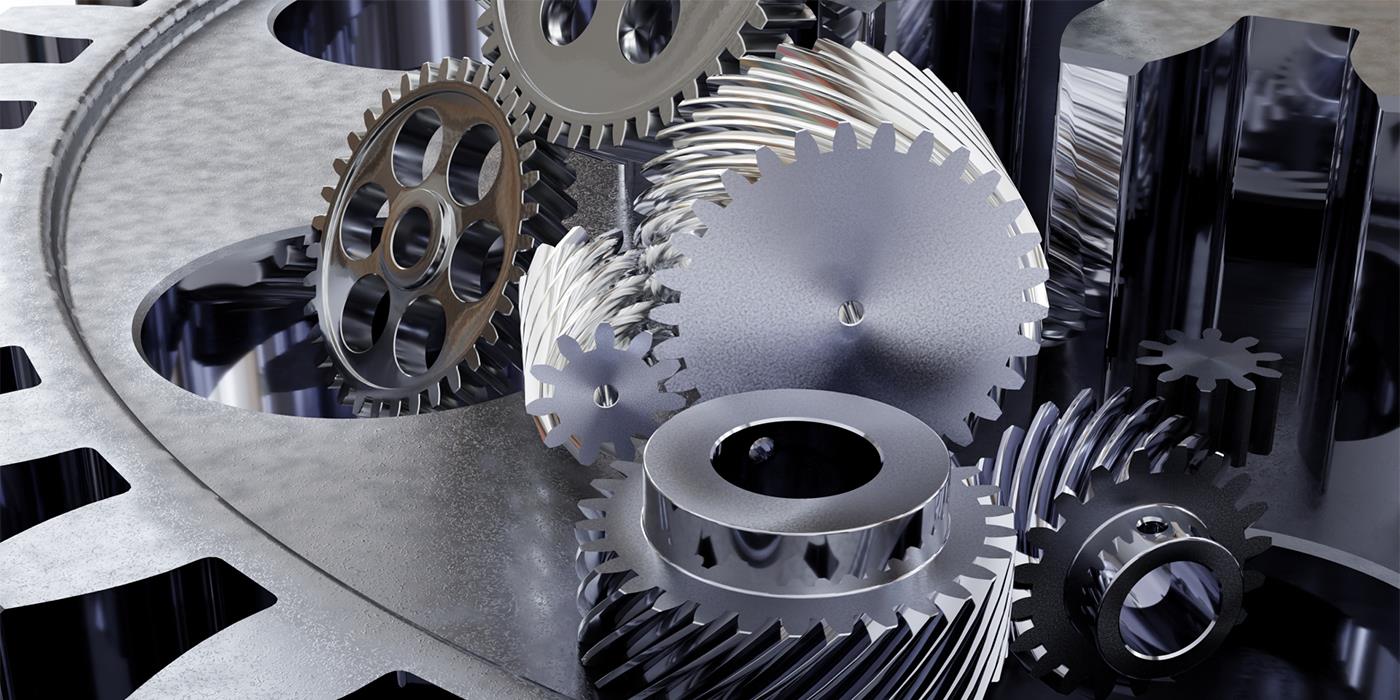
ガラスフィラー入りのPPS、PEEK、PAなどを射出成形する金型には、焼入れをした高硬度材が用いられます。
これらを金型に仕上げるために、主に形彫り放電加工機を使用し、高精度加工を実現しました。
■被削材:SKD11(HrC58)
■形状精度:±0.01mm

肉盛り溶接は、改造や修正には必要な作業です。ただし、レーザー溶接機を使いこなすにはかなりの熟練技を要します。そこで、作業者を養成することで技能向上に努め、自社の得意技術となりました。